 Machine vision is making major contributions to the manufacturing sector, primarily by providing automated inspection capabilities as part of quality control procedures. Formerly viewed as barcode readers, these systems now use automated cameras and software to monitor products, collect data, check for inconsistencies, scan labels and perform other functions at high-speeds and without the need for worker intervention.
Machine vision is making major contributions to the manufacturing sector, primarily by providing automated inspection capabilities as part of quality control procedures. Formerly viewed as barcode readers, these systems now use automated cameras and software to monitor products, collect data, check for inconsistencies, scan labels and perform other functions at high-speeds and without the need for worker intervention.
According to the Automated Imaging Association, machine vision encompasses all industrial and non-industrial applications in which a combination of hardware and software provide operational guidance to devices in the execution of their functions based on the capture and processing of images.
The technology can be used to perform objective measurements, such as determining a spark plug gap or providing location information that guides a robot to align parts in a manufacturing process. Where human vision is best for qualitative interpretation of a complex, unstructured scene, machine vision excels at quantitative measurement of a structured scene because of its speed, accuracy and repeatability. On a production line, a machine vision system can inspect thousands of parts per minute by means of pattern matching and easily analyze object details too small to be seen by the human eye.
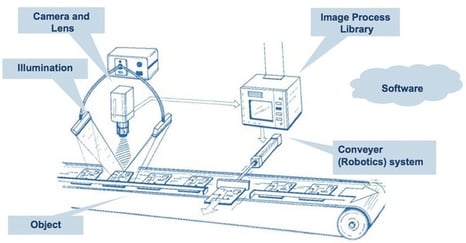
Figure 1: Machine vision systems are increasingly deployed to replace human inspection in automated production lines. Source: European Editors / CC BY-SA 4.0
The major components of a machine vision system include the lighting, lens, image sensor, vision processing and communications. Lighting illuminates the part to be inspected, allowing its features to stand out so they can be clearly seen by camera. The lens captures the image and presents it to the sensor in the form of light. The sensor in a machine vision camera converts this light into a digital image that is then sent to the processor for analysis. Vision processing consists of algorithms that review the image and extract required information, run the necessary inspection, and make a decision. Finally, communication is typically accomplished by either discrete I/O signal or data sent over a serial connection to a device that is logging information or using it.
Machine vision systems can locate the position and orientation of a part, compare it to a specified tolerance and ensure it is at the correct angle to verify proper assembly. Guidance can be used to report the location and orientation of a part in 2D or 3D space to a robot or machine controller, allowing the robot to locate the part or the machine to align the part. Machine vision guidance achieves far greater speed and accuracy than manual positioning in tasks such as arranging parts on or off pallets, packaging parts off a conveyor belt, finding and aligning parts for assembly with other components, placing parts on a work shelf or removing parts from bins.
 Part identification and recognition is achieved by reading barcodes, data matrix codes, direct part marks and characters printed on parts, labels and packages. An optical character recognition system reads alphanumeric characters without prior knowledge, whereas an optical character verification system confirms the presence of a character string. Machine vision systems also identify parts by locating a unique pattern or identifying items based on color, shape or size.
Part identification and recognition is achieved by reading barcodes, data matrix codes, direct part marks and characters printed on parts, labels and packages. An optical character recognition system reads alphanumeric characters without prior knowledge, whereas an optical character verification system confirms the presence of a character string. Machine vision systems also identify parts by locating a unique pattern or identifying items based on color, shape or size.
Gauging is performed by measuring distances between two or more points or geometrical locations on an object and determining whether specifications are met. If not, a fail signal sent to the machine controller activates a reject mechanism that ejects the object from the line.
The technology facilitates detection of defects, contaminants, functional flaws and other irregularities in manufactured products. Machine vision can also inspect products for completeness, such as ensuring a match between product and package in the food and pharmaceutical industries, and checking safety seals, caps, and rings on bottles.
Predictive maintenance programs also benefit as data collected in real time can be used to identify signals or take corrective actions before assets or components break down. In removing physical contact between a test system and the parts being tested, machine vision prevents part damage and eliminates the maintenance time and costs associated with wear and tear on mechanical components. Machine vision brings additional safety and operational benefits by reducing human involvement in a manufacturing process. Moreover, it prevents human contamination of clean rooms and protects human workers from hazardous environments.
 The technology is expanding into new frontiers beyond Earthbound manufacturing, component assembly and product inspection applications. Machine vision is pushing the extraterrestrial envelope: Six complementary metal-oxide semiconductor cameras supplied by FLIR will record high-definition video during the seven minute descent of the NASA Mars 2020 Perseverance rover as it lands on the red planet in February 2021.
The technology is expanding into new frontiers beyond Earthbound manufacturing, component assembly and product inspection applications. Machine vision is pushing the extraterrestrial envelope: Six complementary metal-oxide semiconductor cameras supplied by FLIR will record high-definition video during the seven minute descent of the NASA Mars 2020 Perseverance rover as it lands on the red planet in February 2021.
As Industry 4.0 continues to expand and improve automation, the use of smart cameras and vision sensors to collect real-time data and make decisions will save time and money and become critical for quality control opportunities in production. By combining machine vision inspections and barcode reading in one system, users can reap cost savings and maintain clear records of manufacturing processes.
To learn more about how Radwell International can assist your operation

Join Radwell Automation Nation
